この例では、 ConveyLinx の左パルスローラのPLC制御を使用して以下の手順を実行します。:
- PLCへの外部入力 (センサーまたはオペレーターボタン)による、ゼロ位置または原点位置の確立。
- 100パルスの加速ランプと50パルスの減速ランプを有する80%PWM速度で、反時計方向に7000パルス分回転させる。
- 50パルスの加速ランプと10パルスの減速ランプを有する100%PWM速度で、時計方向に9000パルス分回転させる。
- 50パルスの加速ランプと10パルスの減速ランプを有する80%PWM速度で、ゼロ位置または原点位置まで反時計回転で戻る。
- 一周期の滞留時間4秒間待ってから、回転周期を繰り返す。
PLCタグの定義
| タグ名 | データタイプ | アセンブリレジスタ (/bit) |
|---|---|---|
| ZERO | ブーリアン | Left Servo Command Word – bit 0 |
| ZERO_ACK | ブーリアン | Left Motor Servo Status – bit 1 |
| RUN | ブーリアン | Left Servo Command Word – bit 1 |
| READY | ブーリアン | Left Motor Servo Status – bit 0 |
| POSITION | 整数 | Left Servo Command Pulses |
| SPEED | 整数 | Left Motor Speed Reference |
| ACCEL | 整数 | Left Motor Acceleration Ramp |
| DECEL | 整数 | Left Motor Deceleration Ramp |
| MODE | 整数 | Left Motor Speed Control Method |
操作手順
ステップ #1: MODEに“2”を書きこんで、左モーターをクローズドループモードにする。
ステップ #2: センサーまたはボタンからの外部信号により、ZEROビットを設定してゼロまたは 「基準」 位置を確立する。ZERO_ACKビットが設定されたことをPLCが確認すると、PLCがZEROビットをリセットする。
ステップ #3: 最初の回転を行うには、速度、ランプ値、回転距離を適切なレジスタに書きこむ必要がある。:
- SPEEDに800を書きこむ。
- ACCELに100を書きこむ。
- DECELに50を書きこむ。
- POSITIONに7000を書きこむ。
ステップ #4: READY がリセットされると、PLCはRUNビットを設定して回転を開始できる。回転が完了すると、ConveyLinxはREADYビットを設定するが、これはRUNビットをリセットするためのPLCへの信号となる。RUNビットがリセットされたことを確認すると、ConveyLinxは READY ビットをリセットする。
ステップ #5: 2回目の回転では、速度とランプ値を適切なレジスタに書きこむ必要がある。:
- SPEEDに1000を書きこむ。
- ACCELに50を書きこむ。
- DECELに10を書きこむ。
逆方向に回転させたいため、ゼロまたは「基準」 位置に基づいて新しい位置を決定する必要がある。この場合、700パルス 「前進」したことが分かっているので、900パルス「後退」したい。最終的に到達したい位置は、7000-9000 =-2000である。
- POSITIONに2000を書きこむ
Sステップ #6: ステップ #4 の繰り返し。
ステップ #7: 3回転目では、2回転目のランプ位置を維持するが、速度と回転位置を設定する必要がある。この場合、ゼロまたは「基準位置」にする。
- SPEEDに800を書きこむ。
- POSITIONに0を書きこむ。
ステップ #8: ステップ #4 の繰り返し。
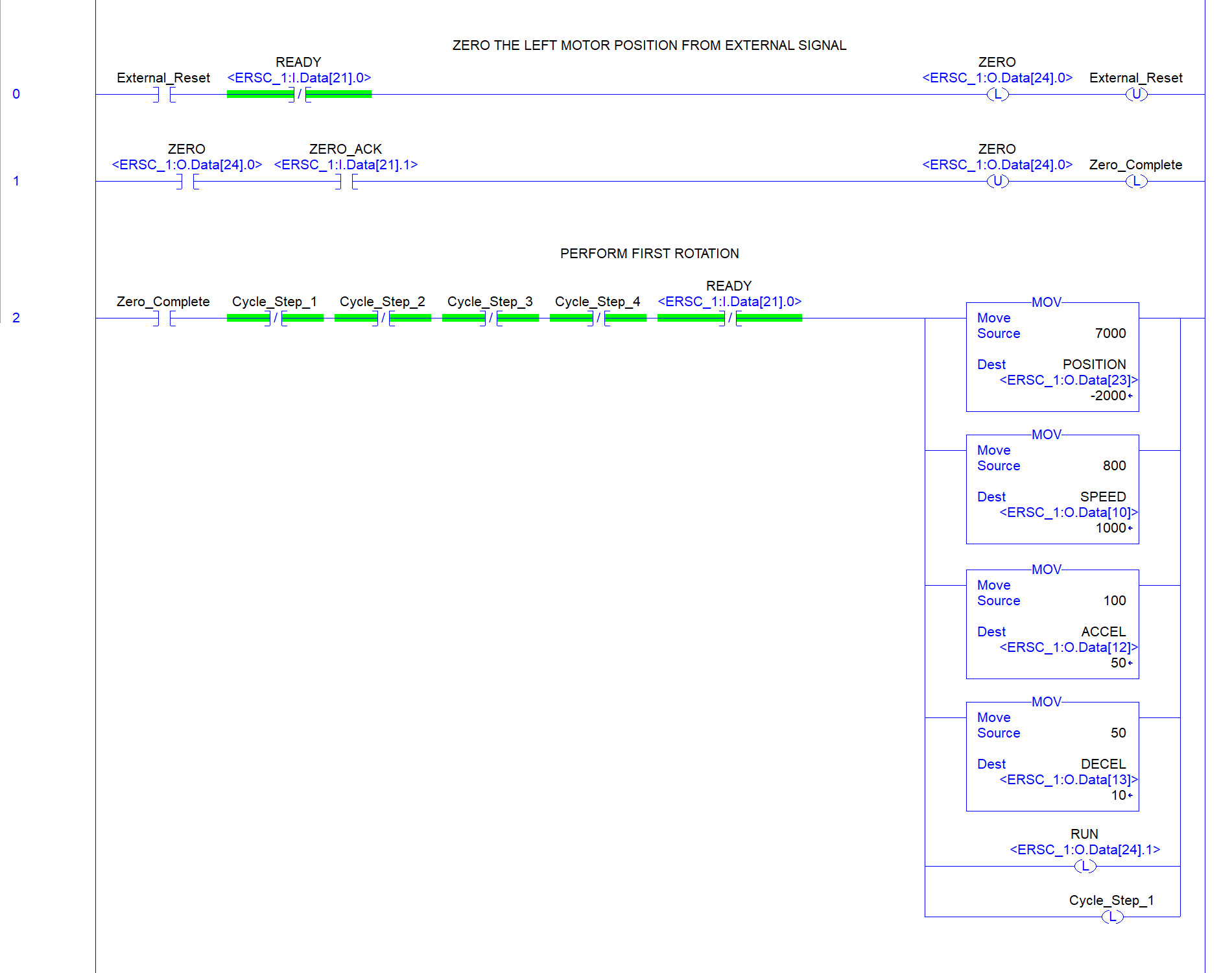
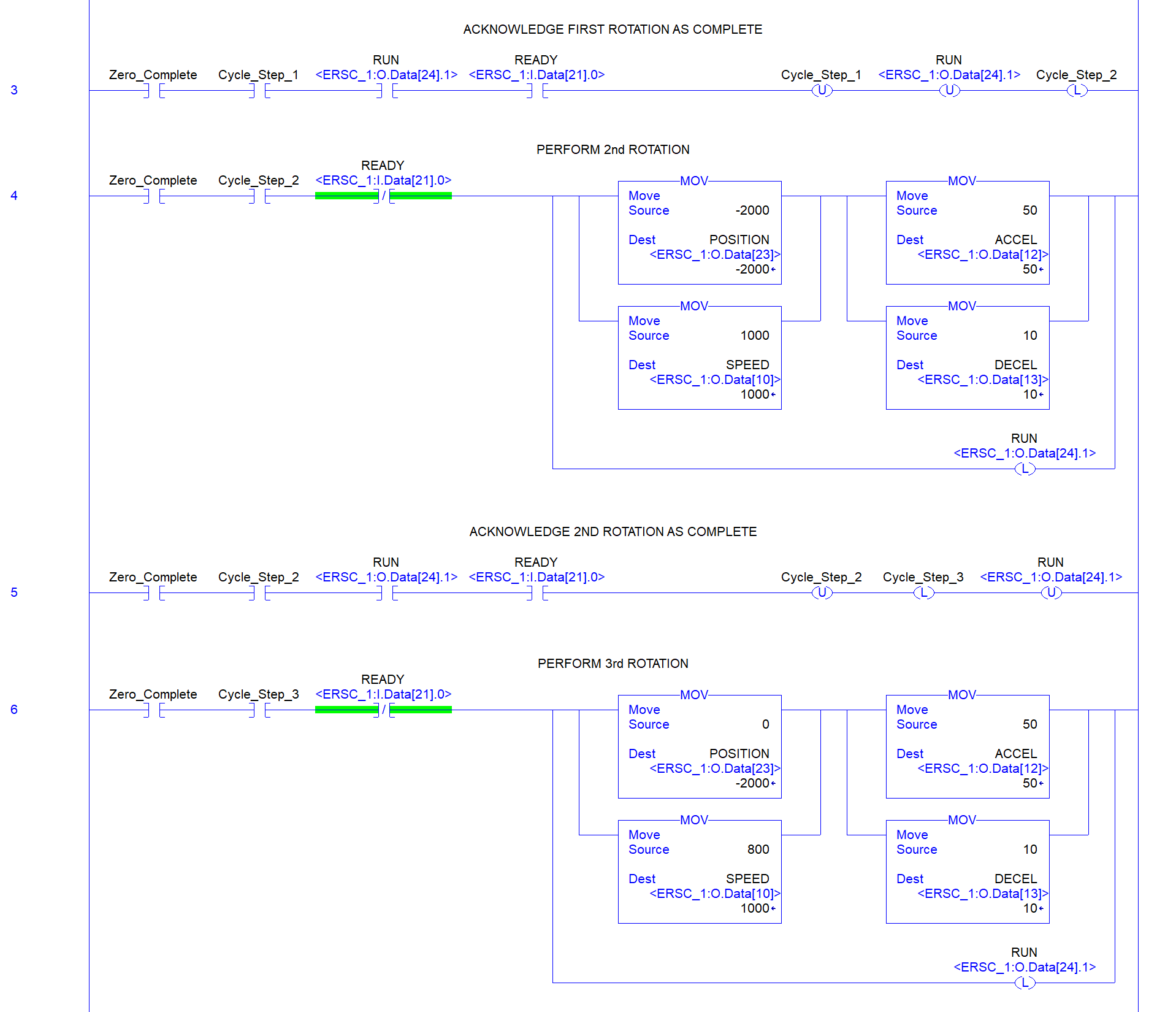
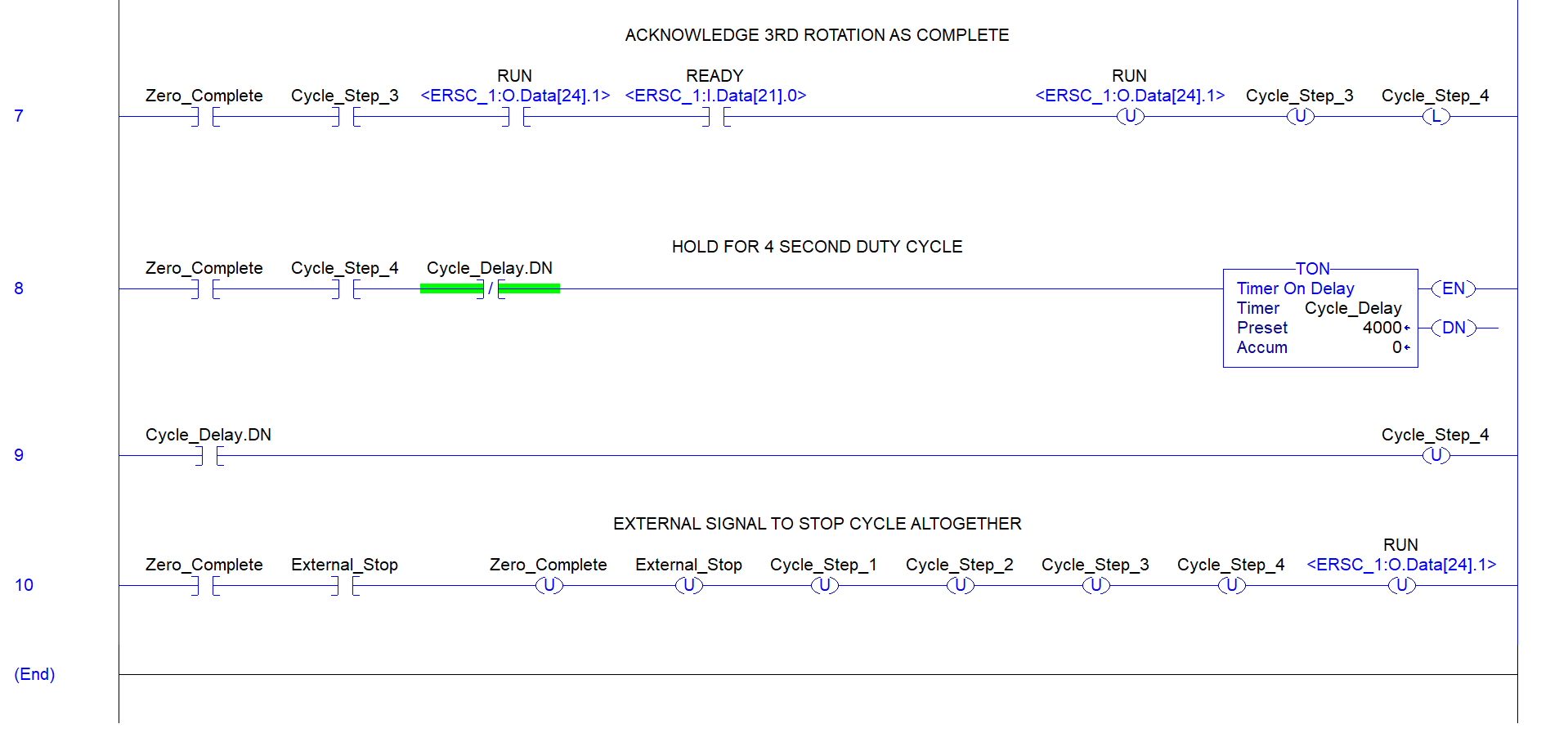
PLC ラダー図