Flex Zone |
ConveyLinx ERSC ✅ |
ConveyLinx-Ai 24V ✅ |
ConveyLinx-Ai 48V ✅ |
![]() |
![]() |
![]() |
| ConveyLinx-ECO ✅ |
ZPA Mode ✅ |
PLC I/O Mode ❌ |
![]() |
![]() |
![]() |
In ZPA mode, ConveyLinx modules will automatically detect that a given carton is longer than one zone length and automatically adjust accumulation control so that the longer carton occupies multiple logical zones and will keep the next upstream carton from conveying into the longer carton. The ConveyLinx-ERSC module supports 2 Zone lengths for the Flex Zone, the ConveyLinx-Ai supports multiple zones, in house we have tested up to 5 zones.
!Flex Zone mode only functions in singulation release mode
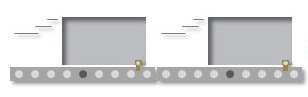
All 3 Cartons are accumulated and the Zone at PE3 has Flex Zone enabled
| |
| Carton 1 Releases – Even though PE3 is clear, because it has Flex Zone enabled, Carton 2 remains accumulated |
| |
| When Carton 1’s leading edge reaches PE1, Flex Zone is cleared from the Zone at PE3 and Carton 2 releases |
| |
!Please note that Flex Zone mode operates for carton lengths up to 2 zone lengths only. Operating conveyor system with cartons whose lengths are in excess of 2 zone lengths may produce undesirable results such as excessive detected jam conditions and faults.
The Flex Zone feature is enabled by default when you perform the Auto Configure Procedure. There can be certain situations such as higher speed applications and/or applications where a large percentage of cartons are at a length very close to the zone length where a “false triggering” of a flex zone condition can occur. In these situations, when product needs to accumulate, you may see several zones unoccupied because of this false triggering. For these applications where accumulation density is paramount, you can disable Flex Zone to eliminate this false triggering situation.
!Please note that Flex Zone function has to be enabled or disabled for the entire subnet. It cannot be disabled or enabled on a per zone basis or for a group of zones within the same subnet.
| Click the appropriate button to either Disable or Enable Flex Zone based upon the Subnet’s current status as indicated. Because this function applies to all modules in the Subnet, it does not matter what module you were connected to in order to disable or enable Flex Zone |
![]() |
Inter Module Communication Time
The Inter Module Communication Time value is used to adjust the behavior of the Flex Zone operation. In situations where carton lengths can be close to the length of the zones (i.e. distance between photoeyes), you may want to adjust Flex Zone operation so that it either engages or not in these situations.
| Typically there are one or two driven rollers past the sensor in a Zone. If you have cartons that encroach upon these rollers when accumulated in the downstream zone, you may want Flex Zone to engage so that the next upstream carton will not enter the zone (Zone A in the example), thus not running these rollers underneath the accumulated carton. |
![]()
|
| The value entered is in msec and it can be thought of as an amount of time added to the logic after the trailing edge of the sensor in order to simulate increasing the carton length. Please note that this value will be set the same for each module in the Subnet. |
![]() |
*Please note this value has nothing to do with speeding up or slowing down the actual speed of communications between modules










Post your comment on this topic.