ZPA Mode |
ConveyLinx ERSC ✅ |
ConveyLinx-Ai 24V ✅ |
ConveyLinx-Ai 48V ✅ |
![]() |
![]() |
![]() |
| ConveyLinx-ECO ✅ |
ZPA Mode ✅ |
PLC I/O Mode ❌ |
![]() |
![]() |
![]() |
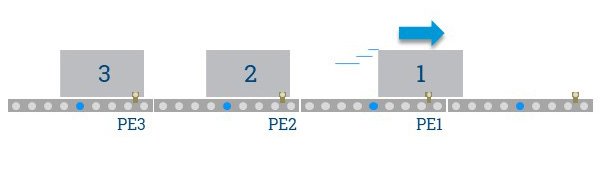
Singulation Release (Default)
Singulation Release is the mode where the ConveyLinx module requires that its neighboring downstream zone must be clear before it releases an item.
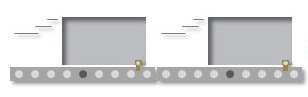
| All 3 Cartons are accumulated |
![]() |
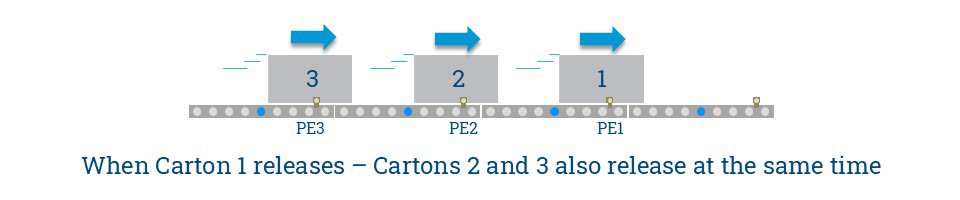
| Carton 1 releases – Cartons 2 and 3 remain accumulated |
![]() |
| When Carton 1 clears PE1 then Carton 2 releases |
![]() |
Train Release
| Select Train from the pull-down box for Train Mode |
|
!Please note that starting many zones in Train Release mode particularly with heavy loads can cause voltage drops on your power supplies. Be sure to take care in sizing your power supply needs. You should consider adding a GAP Timer value if power supply sizing is a concern
GAP Train Release
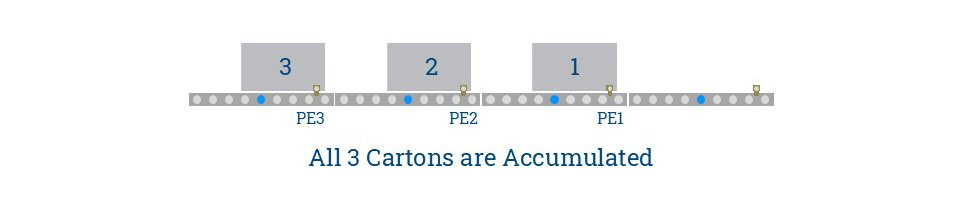
| All 3 Cartons are Accumulated |
![]() |
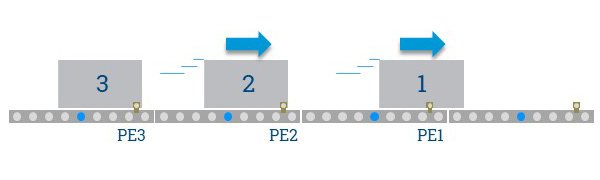
| When Carton 1 releases and Zone 2’s GAP time has expired, Carton 2 will begin to release. Carton 3 remains accumulated |
![]() |
| When Carton 2 releases and Zone 3’s GAP timer has expired, Carton 3 will begin to release |
![]() |
| |
|
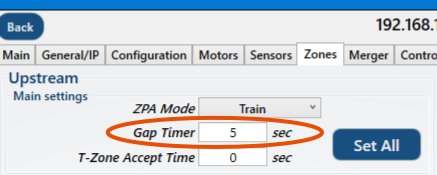
| For GAP Train mode, select Train from the ZPA Mode drop-down box; then fill in a value in the Gap Timer data entry box and then click the Set button. Simply enter the desired time value and click the Set button to update the value in the selected Module. In this example we entered 0.35 seconds |
![]() |
!Please note the GAP time does not create a gap or cause any delay when items are in transportation. The Gap timer is only activated when a given zone accumulates an item and then it is allowed to release
*If more than one consecutive zone is configured as Gap Train; then each of these zones will in turn require that their respective gap timers expire. If the time value is long enough, the result may appear to be Singulation Release mode or even Singluation Release with extra time delay. 0.2 to 0.3 seconds are typical values used when you want to help balance the loading on your power supplies but still have the operation be very close to Train Release Mode
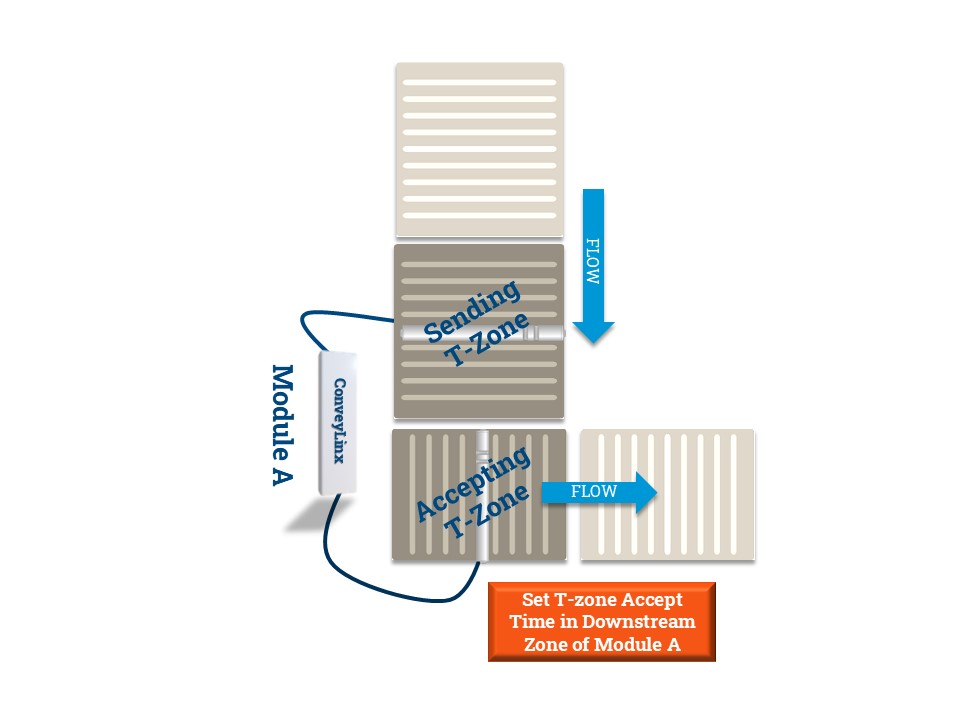
T-Zone
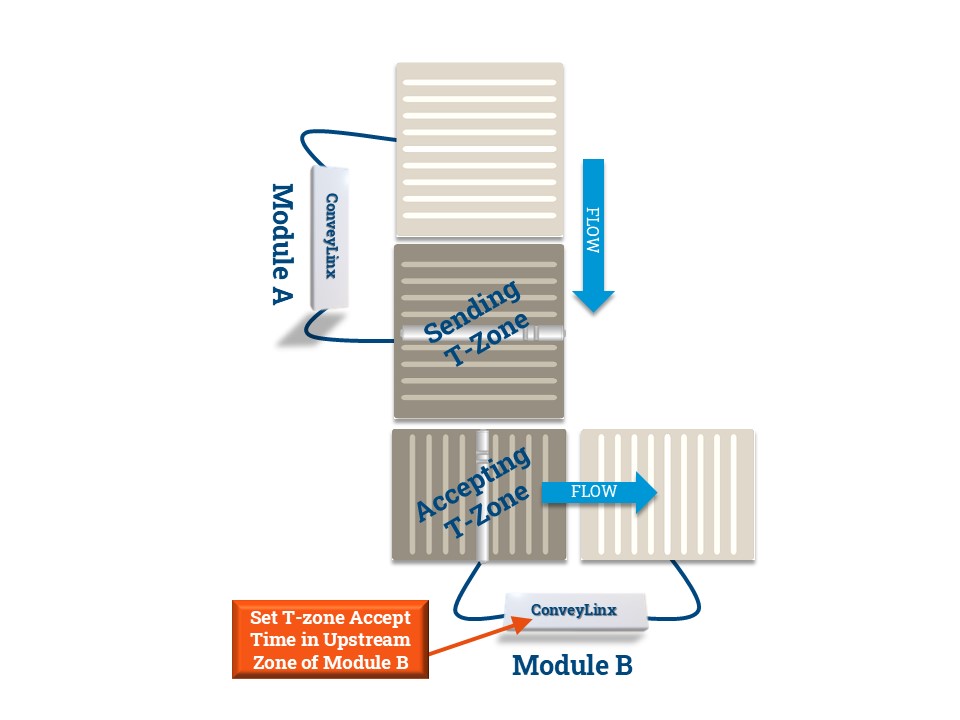
In conveyor applications, transferring a carton at a right angle from one conveyor to another often requires special lifting and lowering mechanisms. In certain applications, one conveyor can simply drive its carton off of its downstream zone directly onto the upstream zone of another conveyor that is perpendicularly oriented. This type configuration is commonly defined as a T-Zone arrangement. ConveyLinx contains the logic to control a T-Zone arrangement without requiring any external control interface or programming.
!Material handling considerations such as discharge conveyor speed and load weight have to be analysed prior to implementing a T-Zone configuration. Be sure to verify your mechanical design and carton characteristics before utilizing a T-Zone arrangement.
The T-Zone Accept Time is the amount of time between the leading edge of the Accepting Zone’s Sensor becoming blocked and the starting of the Accepting Zone’s motor. This time delay allows the Sending Zone enought time to fully transfer the item into the Accepting Zone.
- T-Zone Between 2 Separate Modules
- T-Zone on a Single Module
| Enter the value and click the Set button. In this example we entered 1.5 seconds. Whether to change the Upstream Zone or Downstream Zone value on the main screen is dependent upon which zone is the accepting zone |
![]() |
!The T-zone Accept time is always applied to the accepting zone












Post your comment on this topic.